強アルカリイオン水による除去加工の研究
第1報:切削加工への適用
山田雅英*1,山田晴久*1,○佐藤貴之*1,山口伸一郎*2,岩井学*3
Study on removal machining with strong alkaline ionized water (1st report: Application to turning and drilling)
Masahide YAMADA, Haruhisa YAMADA, Takayuki SATO, Shinichiro YAMAGUCHI, Manabu IWAI
Key words: coolant, strong alkaline ionized water, machining efficiency, tool life
1.はじめに
近年微量の電解質を加えた純度の高い水(RO水)を特殊な方法で電気分解した電解イオン水(酸性イオン水,アルカリイオン水)が注目されている1).酸性イオン水は殺菌作用が強いため医療や農業分野で使用されている.また,アルカリイオン水は環境に負荷を与える有機溶剤の代替洗浄液として急速に普及しつつある.筆者らはpHが12程度の強アルカリイオン水を除去加工液に適用することを試みてきた.従来優れた特性を有する水溶性加工液が開発されてきたが,依然として加工液の腐敗とそれに伴う工場環境悪化,加工液廃棄などに関わる諸問題が存在している.特に,腐敗臭の問題は工場で働く作業員の定着率にも影響を及ぼすと言われている.強アルカリイオン水はpHが12以上と高いため,鉄系金属材料に錆が発生し難くなることに加え,加工液中のバクテリアの増殖による液腐敗を抑制することもできる. 強アルカリイオン水利用加工液のその他の効果としては,工具寿命の向上,除去加工能率の向上,研削屑の固化抑制等が挙げられている2).
本研究では,水溶性潤滑油剤を市水と強アルカリイオン水で希釈した場合の除去加工特性の比較を行うとともに,効果発現機構の解明を試みた.
2.アルカリイオン水の製造法と特徴
実験には図1に示す構造のアルカリイオン水生成装置を使用した.この装置は陽イオン交換膜を使用し,+極側のみに電解質水溶液(炭酸カリウム水溶液)を循環させ,-極側にはRO水(脱塩水)を通過させる方式を採用している.生成されたアルカリイオン水(pH≧12)にはカリウムイオンが残留するがその量は0.18%程度と十分に少ない
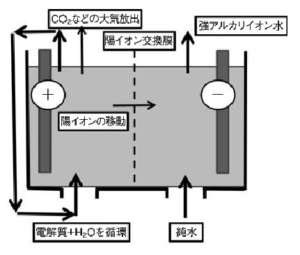
図1 強アルカリイオン水イオン水生成装置の構造
3.アルカリイオン水の除去加工への適用
3.1 焼入れ鋼のCBN旋削加工
HRC65に浸炭焼入れしたSCM420材のCBN旋削において,アルカリイオン水の効果を調べた.実験にはエマルション加工液を市水およびアルカリイオン水で7%に希釈した加工液を使用した.図2のように切込み0.5mmで外径旋削し,逃げ面摩耗量0.3mmになるまでの加工個数で評価を行った.その結果,加工液を市水で希釈した場合の工具寿命は400個であったのに対し,アルカリイオン水で希釈した場合には500個加工することができ,工具寿命が25%向上した.
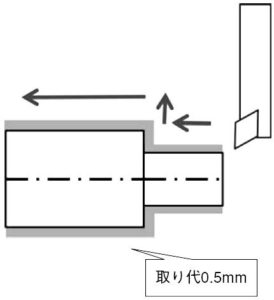
図2 cBN工具による焼入れ鋼の旋削実験および結果
| 【 実験条件 】
・加工機:NC旋盤 ・被削材:SCM420 (HRC65前後) ・工具:cBNチップ ・加工液:エマルション (7%希釈) ・加工形態:外径旋削,取り代0.5mm 【 評価方法 】 ・逃げ面摩耗量=0.3mm 【 工具寿命の改善 】 ・市水希釈: 400個 ・アルカリイオン水希釈:500個 (25%UP) |
3.2 ダクタイル鋳鉄の旋削加工
FCD450材をTiNコート超硬合金チップで旋削した結果を図3に示す.エマルション加工液の濃度は5%とした.市水で希釈した場合はチップ1コーナー当たりの加工数が300個であったのに対し,アルカリイオン水で希釈した場合は倍の600個まで加工できた。
図3 ダクタイル鋳鉄の旋削実験および結果
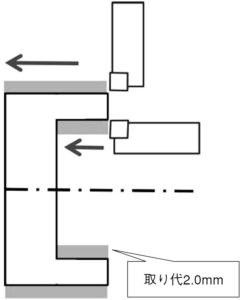
| 【 実験条件 】
・加工機:NC旋盤 ・被削材:ダクタイル鋳鉄 (FCD450) ・工具:TiNコート超硬合金インサートチップ ・加工液:エマルション (5%希釈) ・加工形態:外径・内径旋削, 取り代2mm (1mm×2工程) 【 工具寿命の改善 】 ・市水希釈: 300個 ・アルカリイオン水希釈:600個(100%UP) |
3.3 ステンレス鋼の穴あけ加工
TiNコートハイスドリル(φ6.8)でSUS304材への穴あけを行った結果を表1に示す.加工液油剤はエマルションで,RO(Reverse Osmosis)水およびアルカリイオン水で5%の濃度に希釈した.RO水で希釈した場合は104穴でドリルが欠損したのに対し,アルカリイオン水で希釈した場合は1367穴で欠損し,工具寿命は13倍増大した.
次に,TiAlNコートハイスドリル(φ4.5)でマルテンサイト系ステンレス鋼(SUS440C相当品)に深さ9.8mmの通し穴加工を行った.加工液はエマルション原液を工場水および強アルカリイオン水で7%の濃度に希釈して用いた.市水希釈液の場合はドリルの推奨切削条件(V=25m/min,f=0.06mm/rev)を採用し,強アルカリイオン水の場合は能率を150%高めた条件(V=50m/min,f=0.075mm/rev)を採用した.工具寿命は逃げ面摩耗幅が0.2mmに到達した時点とした.穴あけ実験の結果,工場水で希釈した加工液使用時の工具寿命は500穴であったのに対し,強アルカリイオン水で希釈したエマルション加工液使用時の工具寿命は12%向上し,600穴の加工が可能となった.
表1 ステンレス鋼の穴あけ加工実験および結果
| (a) TiNコートハイスドリルでの効果 | (b) TiAlNコートハイスドリルでの効果 | |
| 穴あけ条件 | ・被削材:SUS304
・工具:TiNコートハイスドリル (φ6.8mm) ・加工液:エマルション (5%希釈) RO水希釈,アルカリイオン水希釈 ・穴あけ条件:V=16m/min (N=750min-1), F=97mm/min(f=0.129mm/rev), ステップ送り(2mm毎,1mm後退) d=20mm (止まり穴加工) ・寿命判定:欠損 |
・被削材:SUS440相当品
・工具:TiAlNコートハイスドリル (φ4.5mm) ・加工液:エマルション (7%希釈) 工場水希釈,アルカリイオン水希釈 ・穴あけ条件:d=9.8mm (通し穴加工) ・寿命判定:逃げ目面摩耗幅0.2mm |
| 効果 | ・市水希釈: 104穴
・アルカリイオン水希釈:1367穴 (13倍UP) |
・工場水希釈:
条件V=25m/min, f=0.06mm/rev 加工穴500穴 ・アルカリイオン水希釈 条件V=50m/min, f=0.075mm/rev (150%UP) 加工穴600穴 (12%UP) |
3.4 工具寿命向上要因の推定
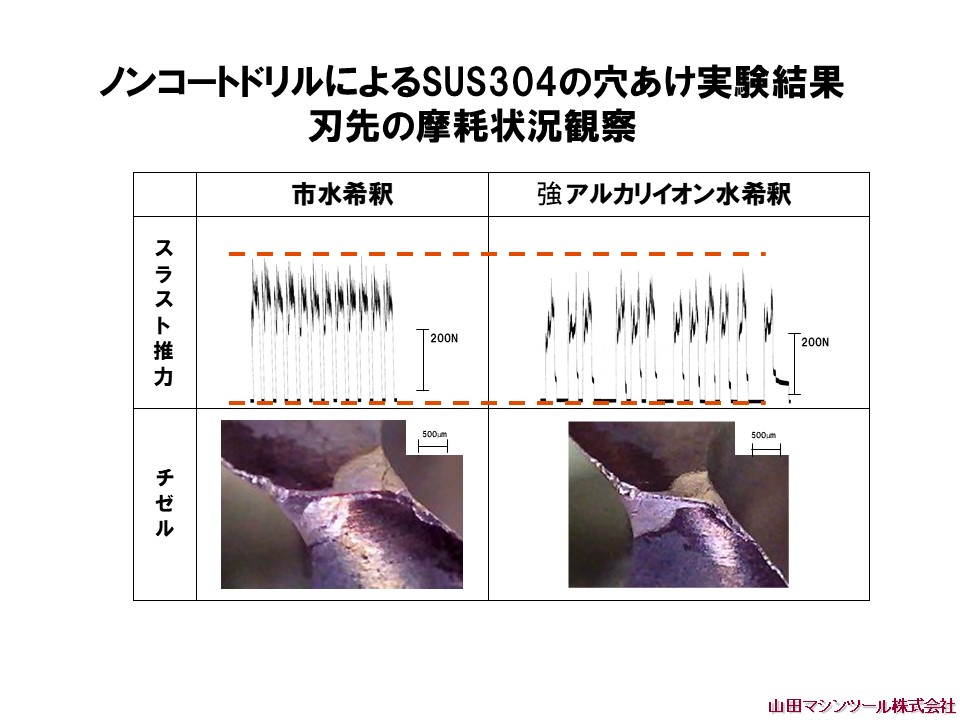
アルカリイオン水が工具寿命を向上させる要因を調べるため,キスラー工具動力計により穴加工時の推力測定と,ドリルの摩耗状況の観察を行った(表2).ノンコートハイスドリル(φ6)でSUS304に10穴ずつ穴あけ加工(d=9mm)を行い,スラスト推力およびチゼルを調べた結果を図4に示す.チャートの一山が一穴の加工に相当するが,一穴加工後の停止時間に差があるのはドリルに巻き付いた切屑を除去したためである.このときのチゼルは両者ともに若干損耗していた.結果として,市水希釈加工液に比べてアルカリイオン水希釈加工液ではスラスト推力が約15%低くなった。
表2 切削抵抗および工具摩耗調査条件
| ・加工機:立形MC (VSC430A,ヤマザキマザック)
・被削材:ステンレス鋼 (SUS304) ・工具:ノンコートハイスドリル (f6mm, Nachi) コーティングハイスドリル (f6mm, Nachi) ・加工液:ソリューション (5%希釈,ノリタケクールNK-Z,ノリタケ) 市水希釈,アルカリイオン水希釈 ・穴あけ条件: ノンコートハイスドリル用:V=7.5m/min(N=400min-1), F=26mm/min(f=0.065mm/rev), d=9mm(止まり穴)) コーティングハイスドリル用:V=9.4m/min(N=500min-1), F=50mm/min(f=0.1mm/rev), d=9mm(止まり穴)) |
図4 ノンコートドリルによるSUS304の穴あけ特性
(ノンコートHSSドリル(6),V=7.5m/min(N=400min-1),
F=26mm/min(f=0.065mm/rev), d=9mm(止まり穴))
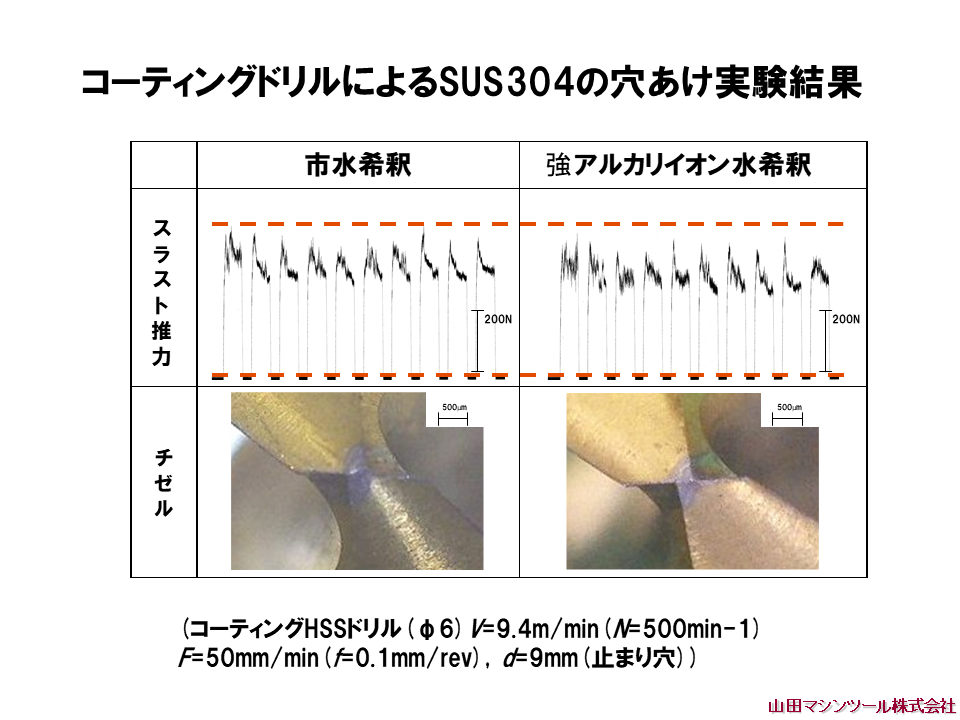
またコーティングハイスドリル(f6)によるSUS304の穴あけ加工時でもアルカリイオン水希釈加工液の方が,市水希釈加工液よりもスラスト推力が約15%低減していた(図5).
図5 コーティングドリルによるSUS304の穴あけ特性
(コーティングHSSドリル(6),V=9.4m/min(N=500min-1),
F=50mm/min(f=0.1mm/rev), d=9mm(止まり穴))
4.終わりに
強アルカリイオン水を切削油剤の希釈液として使用すると,市水等を用いた場合よりも工具寿命が向上することを実証した.また,工具寿命の向上の一因が法線方向切削抵抗の低減によってもたらされたものであることも明らかにした.
本研究を行うに当たり貴重なアドバイスをいただいた鈴木清新加工技術研究所および平成24年度新連携事業に認定して下さった関東経済産業局に感謝申し上げます.
[ 参考文献 ]
1) 池堂雄介:加工効率と環境改善を両立する次世代加工液「アルクール」,機械技術,第60巻,第9号 (2012) pp.66-71.
2) 強アルカリ水切削液「アルクール」を使って工具寿命を延ばす,ツールエンジニア,2012年6月号,pp.42-45.
*1山田マシンツール㈱:〒110-8575 東京都台東区台東1-23-6
Yamada Machine Tool Co., Ltd
*2 日伸精機㈱:〒130-0022 東京都墨田区江東橋1-11-8
Nissin Seiki Co., Ltd
*3 富山県立大学:〒939-0398 富山県射水市黒河5180
Toyama Prefectural University